Handling and defect inspection of indexable inserts


Indexable inserts are interchangeable cutting tools that are indispensable in various industrial applications, especially in metalworking. They are used as cutting material carriers for machining metals, plastics or wood. Their manufacture requires high-precision production processes to ensure an exact geometry and perfect surface finish. Even minimal deviations affect not only the service life but also the performance of the cutting insert. The smallest defects that are invisible to the human eye can cause immense damage, for example when milling or cutting high-quality components – including consequential costs. Careful quality control is essential to ensure that only flawless indexable inserts leave the production process and meet the high requirements in terms of durability and reliability. A flagship project by automation and measurement technology specialist Xactools from Germany demonstrates how artificial intelligence can help visual inspection make quantum leaps. The German medium-sized company has developed a fully automated handling and inspection system for a global manufacturer of indexable inserts based in Scandinavia, in which the DENKnet solution for AI-based image evaluation plays a decisive role and sets new standards in terms of performance, zero-defect production and speed.
Application
Around 1.2 million indexable inserts leave the Scandinavian company’s production halls every week, which have to guarantee the highest possible process reliability and maximum productivity in the metalworking, automotive and aerospace industries, for example. They are manufactured using the sintering process, in which powdered metals, hard metals and other materials are pressed into the desired shape and then sintered, i.e. bonded together under heat and pressure. The strong and robust structure created in this way makes it possible to combine materials with different properties in order to achieve the desired cutting and wear resistance properties. After the sintering process, the edges of the indexable inserts are rounded and ground, and their surfaces are blasted, ground and coated.
The Robotvision system from the Swabian engineers is used directly after the second manufacturing step, the sintering process. “The earlier defects are detected in the process, the better and cheaper it is to rectify them,” says Marvin Krebs, Director Technical Sales at Xactools, explaining the system’s position. A total of eight high-resolution industrial cameras and two spider robots are used to handle and inspect the indexable inserts for defects, which keep an eye on and load three rotary table nests and finally one pin pallet each. DENKnet’s AI forms the heart of the complex image processing system between cameras, robots and a multi-GPU computing rack.
Requirements
As versatile as the areas of application of the small tool parts are, so varied are their properties and geometries. This manufacturer alone has around 2,800 products in its portfolio, which can be divided into almost one hundred geometry families. The aim was to automate handling and defect inspection for all of these. “The first challenge results from the numerous color variations within the powder per pressing process,” explains Marvin Krebs. “If certain parameters such as time, pressure or positioning vary, this leads to color or gloss level deviations or to a different distribution of speckles on the surface, but this is not a defect.” The AI-based image evaluation software used had to be trained to correctly recognize the numerous possible color deviations of the surfaces and rate them as “OK”. On the other hand, the smallest irregularities such as cracks, scratches, inclusions or other anomalies must be recognized as such and classified as “NOK”. The inspection of metal surfaces is considered one of the highest skills of surface inspection, as their texture can be matt, shiny or even reflective. “The AI had to be extremely trained to variations and lighting conditions for this application,” emphasizes Marvin Krebs.
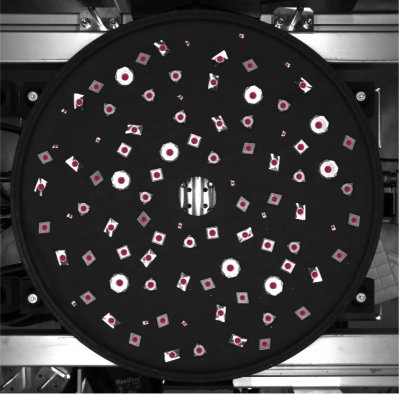
The AI recognizes the contour of the indexable inserts and also differentiates between IO and NIO for new parts
But in addition to the visual appearance, it is also about the insert geometry. Categories such as triangle, rectangle, rhombus or square can be found in countless variations due to the smallest deviations and are therefore divided into manageable subcategories, so-called geometry families. Xactools made the pre-selection for the training of the meshes; almost one hundred geometry families were defined and then taught in by the manufacturer itself. What sounds like a laborious undertaking was done surprisingly quickly. “No more than 20 to 30 images were needed to teach each geometry family,” recalls Marvin Krebs. The DENKnet palletizing AI used for this purpose uses the DENKnet segmentation and classification network. The customer himself trained the customized image analysis solution with the DENK VISION AI Hub. The AI was integrated into the production line in just a few months and achieved almost perfectly reliable AI results for the metal components to be tested right from the start. “Indexable inserts identified as defective are sorted out and grouped according to the size and position of the defect. The AI image analysis detects more than 99 percent of production errors,” adds Daniel Routschka, Sales Manager Artificial Intelligence at IDS Imaging Development Systems GmbH.
But how exactly does the system work?
A total of eight cameras with resolutions between 5 and 30 megapixels provide live images of the indexable inserts, which are positioned by magnetic or interchangeable grippers. For example, a camera records the individual indexable inserts from below and from above in order to check them for surface defects. Two other cameras check their cutting edge. A lighting screen measuring 1 x 1 meter provides extremely high illumination at the palletizing stations. “The system detects defects in the thousandth of a millimeter range,” emphasizes Marvin Krebs. This ensures that no damage is caused to the high-end surfaces to be processed later. This is because “uneven and faulty milling processes can potentially impair profitability and competitiveness”, as the manufacturer also knows.
To prevent this from happening during the production process and to exercise the greatest possible caution, the system also records images of the contour and position of the panels after inspecting the surfaces and edges.
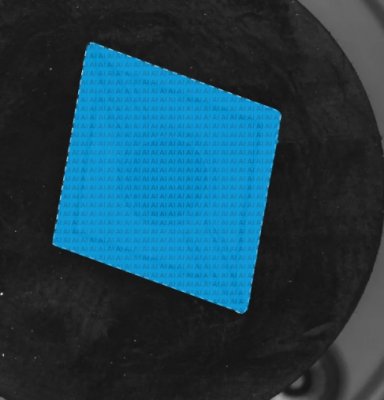
Contour detection from below after picking up from the crucible and before placing on the first round table nest
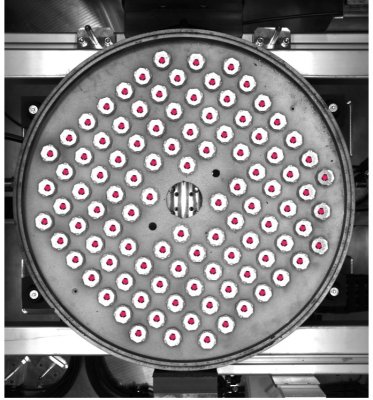
It can see exactly where and in which rotational position the indexable insert is positioned so that the magnetic gripper can finally place it on pin pallets. To ensure this, the gripper, to which the indexable insert is attached, moves over a camera that detects the exact position of the hole from below. At the same time, the contour of the insert and the outer edge of the gripper are detected in order to correct the position of the indexable insert and hit the pin if necessary. In addition, each individual pin position is detected in order to recognize bent and broken pins so that they are not palletized in the first place.
The AI image analysis recognizes the drill holes and thus the component center for pick-up with a magnetic or internal gripper
“The system has been running for six months and the self-learning, global AI now recognizes parts that it has never seen before. After just three to four months, new versions of indexable inserts no longer had to be trained for inspection. The underlying geometry is no longer relevant for the AI; it knows the contour and can also differentiate between IO and NIO for new parts,” explains Marvin Krebs.
High performance AI image analysis with 99% picking efficiency
For Marvin Krebs, the added value of the DENKnet system compared to conventional image processing is obvious: “Without AI, the creation of part families and defect detection would be completely unthinkable. With rule-based image processing, the robot would also recognize parts within the standard range as NOK and sort them out.” In addition, thanks to the Vision AI Hub, no hard coding is necessary, and the flexibility of the networks was another selection criterion for the intelligent DENKnet software. “We were able to easily embed the DENKnet palletizing AI and several object classes for defects into our own Xactools image processing software via an API,” says Marvin Krebs.
However, the performance of the solution is almost unique. The entire inspection process takes place in a cycle time of four seconds, with almost 100% picking efficiency. The image analysis of live images from eight cameras via a DLL (Dynamic Link Library) requires enormous computing power.
“We work with DENKnet for a good reason. The performance is not comparable with that of other providers, it is truly excellent,” emphasizes Marvin Krebs. “Using artificial intelligence in the most diverse variants on this scale has never been done before.” Further variations are currently being tested, for example to further simplify hole detection.
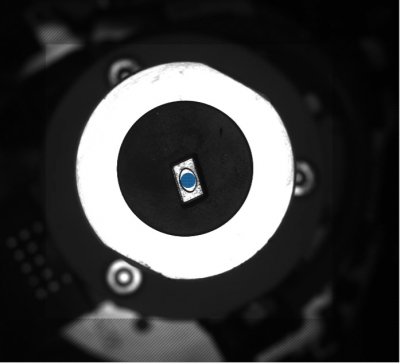
Detection of the component center from below for position correction before placement on the pin pallet
Outlook
The extremely varied surfaces and geometries as well as intolerances in the thousandths of a millimeter range make the visual inspection of indexable inserts a supreme discipline that can be transferred to many other demanding applications. The self-explanatory training environment DENKnet serves as an incomparably simple and at the same time high-performance tool, because it can be operated without programming knowledge and enables the automated training of AI with just a few clicks. A wide range of Vision AI technologies are available for this purpose. ‘This solution can be customized to any use case and there are no limits – no matter how many “classes”, which camera technology, how large or small the images or even how mixed the data sets are in terms of resolution and type, for example,’ adds Daniel Routschka, Sales Manager Artificial Intelligence from IDS.
“Over 95 percent of our measuring and testing systems have at least one AI object class integrated. The potential areas of application are getting bigger and bigger for us, the market is growing,” confirms Marvin Krebs. Promising prospects for this exemplary automated AI training for the highest demands.
© 2024 IDS Imaging Development Systems GmbH
Image rights: Xactools GmbH
Client

Xactools is a solution provider/special machine manufacturer for fully automatic measuring/testing and inspection systems.
Silke von Gemmingen
IDS Imaging Development Systems GmbH
Dimbacher Str. 10 I D-74182 Obersulm I Germany
T: +49 7134 96196-0 I E: s.gemmingen@ids-imaging.de
W: www.ids-imaging.com
About IDS Imaging Development Systems GmbH
IDS Imaging Development Systems GmbH is a leading manufacturer of industrial cameras and pioneer in industrial image processing. The owner-managed company develops modular concepts of powerful and versatile USB, GigE and 3D camera as well as models with Artificial Intelligence (AI). The almost unlimited range of applications covers multiple non-industrial and industrial sectors of equipment, plant and mechanical engineering. The AI image processing platform IDS NXT is extremely versatile and opens up new areas of application where classic rule-based image processing reaches its limits. With visionpier, IDS operates an online marketplace that brings together suppliers of ready-made image processing solutions and interested end customers in a targeted manner.
Since its foundation in 1997 as a two-man company, IDS has developed into an independent, ISO and environmentally certified family business with around 350 employees. The headquarters in Obersulm, Germany, is both a development and production site. With branches and representative offices in the USA, Japan, South Korea, the UK, France and the Netherlands, the technology company is also globally represented.
IDS Imaging Development Systems Inc.
92 Montvale Ave, Suite 4750
Stoneham, MA 02180, USA
– Sales
Phone : +1 (781) 787-0048
Fax : –
usasales@ids-imaging.us
IDS Imaging Development Systems GmbH
Dimbacher Str. 10
74182 Obersulm
Germany
KIRSCH Claudia
Phone : +49 7134 96196 0
c.kirsch@ids-imaging.de
IDS Imaging Development Systems GmbH
Dimbacher Str. 10
74182 Obersulm
Germany
Krauß Jacqueline
Phone : +49 7134 96196 0
j.krauss@ids-imaging.de